耐火预制件的特点以及在水泥窑中不同部位的应用和性能要求 | 技术前沿 – 郑州荣盛窑炉工程技术有限公司-nhà cái k8

随着水泥生产工艺技术的不断更新和进步,水泥窑单条生产线向大型化方向发展,新型干法水泥生产技术具有窑温高、窑速快、系统结构复杂、碱等挥发性组分的侵蚀严重等特性,这对水泥窑用耐火材料提出了更加苛刻的要求。不定形耐火材料由于具有性能优良、施工方便、节省能源等优点,在水泥工业中得到了广泛应用,占比接近50%左右。
然而,不定形耐火材料对现场施工质量要求较高,容易出现现场加水量过多,造成浇注料性能下降较快以及烘烤过程中出现爆裂等问题。预制件是将不定形耐火材料定形化,制备工艺介于定形耐火材料和不定形耐火材料之间,性能方面兼具有定形和不定形的优点,是不定形耐火材料施工和应用技术进步的一个新方向,近几年得到了快速发展。
耐火预制件是将预施工的部位提前划分成小块,并设计出合适的形状,然后按形状制作模具,再在工厂浇注成型、养护、烘烤完毕后运到现场施工安装。耐火预制件的应用改变了传统浇注料的现场浇注施工的方法,使施工简便易行,可以省去现场搅拌、浇注或捣打以及所需的相应设备,大大节约了施工时间,并且使现场施工条件不受施工环境和季节的影响,更有利于保证施工质量。为了便于制作、运输和安装,预制件的形状不能设计过大和过于复杂,而且尽可能的统一尺寸,此外需要考虑到块与块之间的结合情况,从而增强施工后的一体化效果。施工部位需要清理干净,否则会影响耐火预制件的安装精度和效果。
耐火预制件所用部位多数处于高温、水泥熟料冲刷、磨损、急冷急热等恶劣环境下的特殊部位,容易产生机械变形,需要具有良好的耐侵蚀性能、良好的抗耐磨性和抗高温气体冲刷性以及优异的抗热震稳定性。要达到使用性能要求,原材料配比是基础,这与浇注料的要求类似,但浇注料需要注重施工后至使用条件整个温度区间内的性能,而耐火预制件作为采用浇注料制备出的定形产品,注重烘烤后的性能即可。不少生产厂家列出了不同温度条件的预制件性能指标,实际上对于水泥厂家来说参考意义不大。鉴于此种情况,耐火预制件所用原料及配比可以在浇注料的基础上进行调整,需要更加关注烘烤后的性能。
水泥窑关键部位耐火材料在施工过程中需要较高的施工质量,而在水泥窑检修期间,一般工期较短,现场浇注施工质量难以保证,施工质量的好坏对耐火材料的使用寿命有很大的影响。加水量的增加会使浇注料的气孔率增大,强度降低,并严重影响浇注料的耐磨性能。浇注料施工完毕,必须有一定的养护时间,养护完成后还必须进行烘烤处理,否则容易爆裂。
耐火预制件由于制作过程在生产企业进行,可以克服现场施工时间紧迫、环境季节温度变化、现场施工管理等因素产生的不利影响,经过充分的养护和严格的烘烤能够保证施工质量,大幅降低因施工不规范造成的质量问题,使耐火材料的性能得以充分发挥。安装后直接点火使用,缩短了检修时间,能够创造良好的经济效益。
篦冷机所处位置特殊,烟气成分复杂,温度高、风速大,烟气含尘多为水泥熟料小颗粒,不仅量大而且硬度大,对耐火材料的侵蚀及冲刷磨损严重。因此篦冷机中超温或烧穿现象十分普遍,因此该部位耐火材料的合理选择及施工质量至关重要。此部位的预制件通常采用高铝矾土、碳化硅等为骨料,以铝酸钙水泥为结合剂,添加超微粉、外加剂,并掺加一定量的耐热钢纤维,按照低水泥浇注料施工规范制作成合适形状的预制件。
预制件的形状尺寸和结构形式与其使用部位有关系。对于篦冷机矮墙用预制件来说,为提高矮墙结构的稳定性,每块预制件的上下表面分别带有沟槽或凸舌。通过舌、沟之间的结合,限制了各砌块之间的滑动,提高了砌体结构的整体性和稳固性。对于篦冷机顶部,特别是一段高温区域,预制件可以通过锚固件与顶部进行焊接或螺栓连接,也可以通过直接采用悬挂在钢板上的方式进行连接。
水泥窑三次风管弯道内衬不仅需要承受饱含大量细颗粒熟料的高速三次风气流的冲刷,而且还要承受在800~1200℃工作温度条件下严重的碱腐蚀,造成内衬经常剥落。三次风管弯道内衬所用的耐磨材料经历了高铝浇注料、莫来石刚玉浇注料以及高耐磨砖与莫来石刚玉浇注料组合而成的框架结构等一系列发展历程,而目前多数采用以刚玉和碳化硅为主要材质的超高强耐磨浇注料,在三次风管弯道处的使用效果较好。
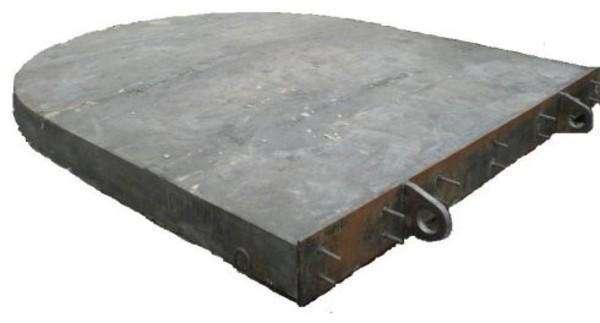
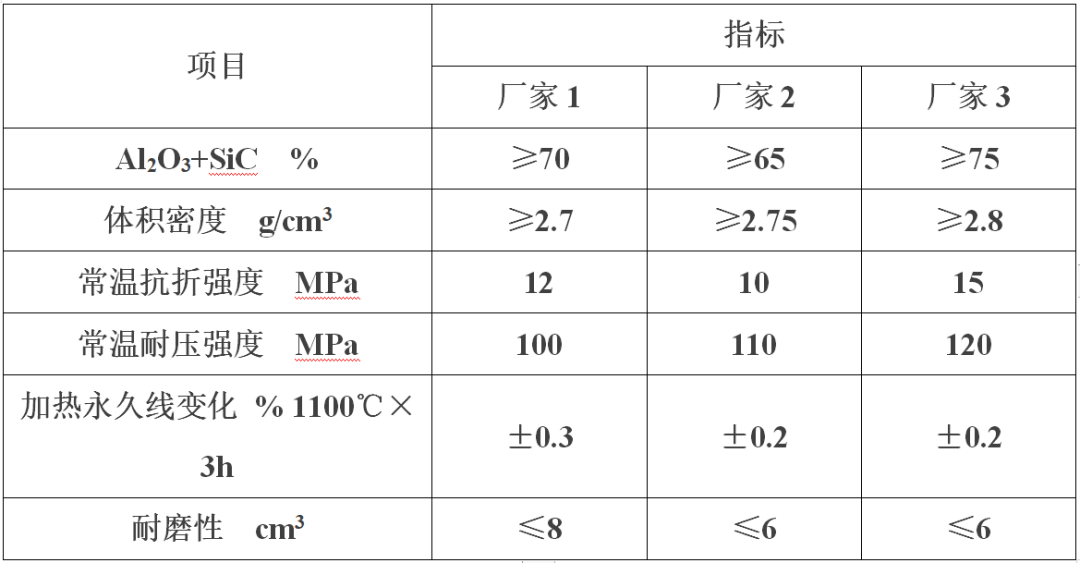
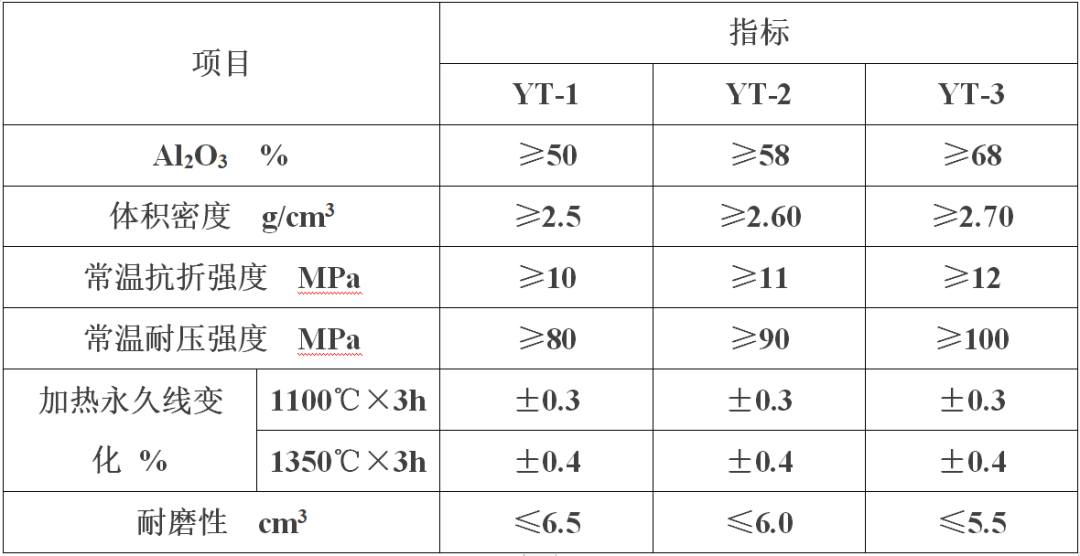
在制备三次风管弯道预制件的过程中,预制件形状尺寸需要考虑风管直径大小,将预制件形状设计成带弧状的楔形结构,有利于增强块与块之间的结合紧密程度。根据预制件的工作温度条件,采用超低水泥和超微粉复合结合的方式,主要着力于提高预制件在工作条件下的性能。国内部分厂家生产的三次风管弯道预制件的外观和典型性能指标如下:
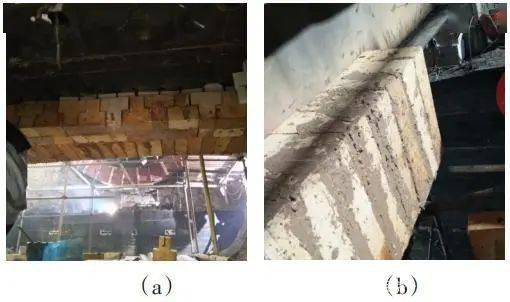
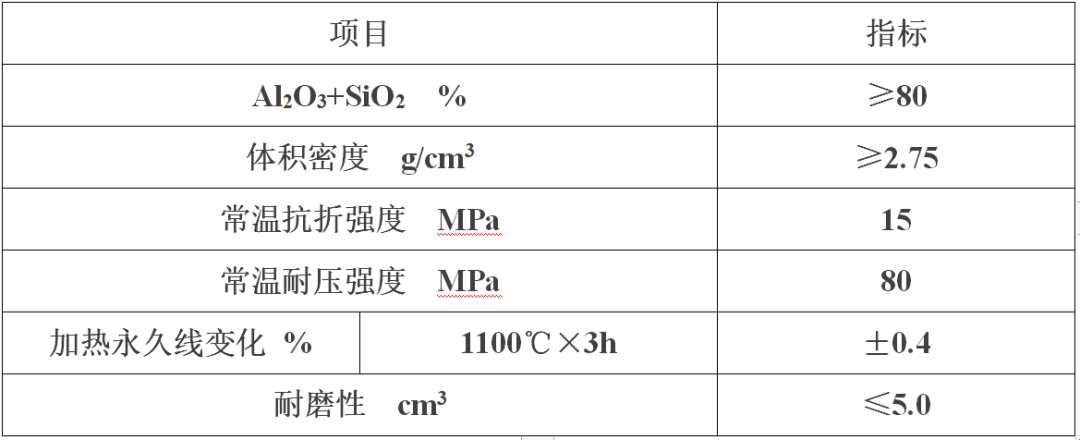
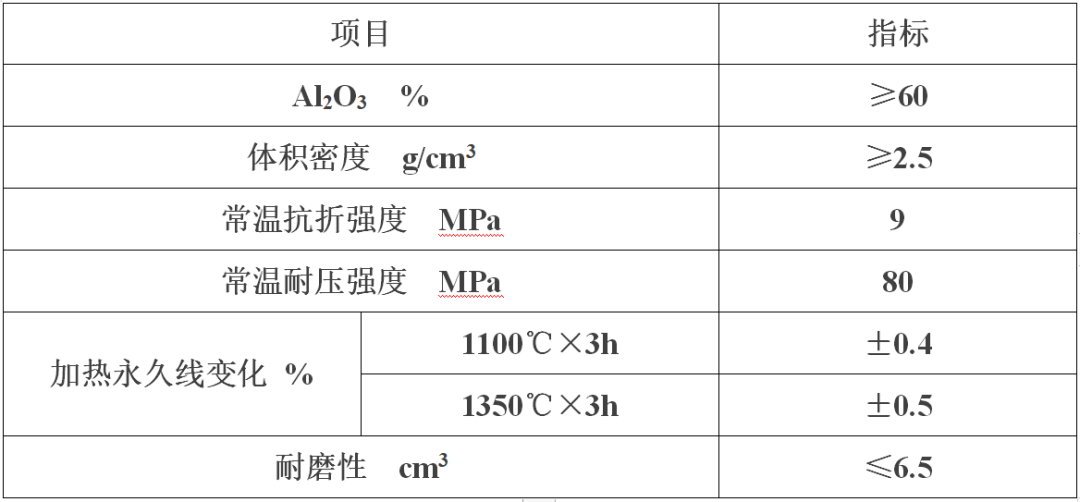
在新型干法水泥窑中主要通过调节三次风管闸板的开合度,从而调节回转窑内的风量并保证分解炉内煤粉充分燃烧所需的氧含量。闸板在使用中始终受到高温高速气流的正面冲击,烟气流速高,并且含尘浓度大,所含颗粒的硬度高,通常闸板容易产生严重磨损。三次风管闸板预制件在结构方面采用优质的耐热钢作为骨架,并焊接上锚固件,确保闸板在高温条件下不变形,施工过程如下图所示。在耐热钢和锚固件表面涂刷沥青漆后采用添加有钢纤维的刚玉莫来石浇注料进行浇注成型,既能使浇注料和锚固件紧密的形成整体,也为两者之间的应力缓冲提供了一定空间。为了降低高温烘烤对钢结构性能的影响,三次风管闸板预制件的整体烘烤温度比水泥窑其他部位使用的预制件要低,满足充分排除结合水和提高强度的要求,三次风管闸板预制件的典型性能指标如下表所示:
窑头罩位于回转窑的排料端,喷煤管穿过窑头罩伸入窑口内,随着回转窑向大型化方向发展,窑头罩内跨度也越来越大,受冲刷、冷热突变频繁和热震的作用,使用条件十分苛刻。此部位的内衬通常采用莫来石和碳化硅作为主要材质,设计成预制件的方法,与定形产品相比可以满足复杂形状制作的要求,并且能够保证预制件不同部分的均匀性和致密度,与不定形产品相比能够给予充分的养护和烘烤时间,实现快速安装,免受水泥厂施工环境影响,国内某厂家生产的窑头罩预制件形状外观和性能指标分别见下方图表。此外采用预制件的方式更有利于形成重质轻质密度梯度复合的结构形式,重质部分作为工作层,主要起结构强度支撑作用,轻质部分作为保温隔热层,主要起降低热量散失的作用,避免了采用定形压制方法和不定形浇注方法产生的一系列问题。

水泥窑用耐火预制件的原料及配比可以参考所使用部位的浇注料,外形根据现场使用条件采用个性化设计,在成形、烘烤等环节方面采用工厂化和规模化生产,需要更注重烘烤后的性能指标。耐火预制件与浇注料相比,对保质期和环境条件的要求较低,具有更加优异的整体稳定性和适应性,能够显著地缩短水泥窑施工时间,提高维修效率,有效延长耐火材料的使用周期,在篦冷机、三次风管、窑尾烟室等部位都取得了良好的使用效果,预计将来耐火预制件在水泥窑中的使用范围会进一步扩大。